From ICF Magazine
Good concrete consolidation is essential. Lack of consolidation can cause voids, rock pockets, honeycombing, and poor bonding with the rebar. In extreme cases, improper consolidation can affect the structural integrity of the walls.
On the other hand, excessive vibration can create bulged walls and blowouts.
How much vibration does an ICF wall need, and what is the best way to do it? Good consolidation is a combination of different factors, and vibration is only one of them. Suitable mix design and correct placement technique are critical, but are not discussed in this article. For more information on these topics, see Proper Concrete Placement in the February ’06 issue of this magazine. It’s available online at www.icfmag.com.
Vibration and ICFs is an area that generates significant controversy. ICF-related discussion forums reveal a broad range of opinions and method. In finding an effective solution for you, the principles below should provide general guidelines.
Modern Forms Are Strong
Much of the confusion over how to vibrate ICFs comes from outdated information. Today’s ICFs can withstand internal vibration, and nearly all manufacturers strongly encourage it. But that hasn’t always been the case. As recently as the late 1990’s, some ICF designs did not have the strength to handle adequate vibration. Contractors were advised to use orbital sanders, reciprocating saws with the blade removed, or even to “bang on the blocks with a short length of 2×4.”Unfortunately, these methods do not provide sufficient consolidation. Even more regrettably, these sub-par methods are still being used by some contractors.
Review an up-to-date installation manual or talk to the technical director at your preferred ICF company to get their latest recommendations about consolidation techniques. If these sources reveal that the form will not withstand internal vibration, consider switching to a more modern ICF design. Jobs with inadequate consolidation not only damage your reputation, but that of the entire industry.
Follow Published Guidelines
In 2003, the Portland Cement Association (PCA) conducted an in-depth study of concrete consolidation and ICFs. They tested flat panels with 4- and 6-inch cores, as well as a screen grid and waffle grid ICFs. Panels with corners and lintels were also tested. Test sections were filled with low- (3”), medium- (6”) and high-slump (8”-10”) concrete and vibrated with wood blocks, saws, sanders, and internal vibrators. They also filled test panels with a self-consolidating concrete (SCC).
In every case, walls filled with low-slump mixes had poor consolidation, regardless of the technique used. “External mechanical vibration using a hammer, reciprocating saw, or orbital sander did not significantly improve the consolidation of concrete in ICF walls…” the report states.
On the medium slump panels, external vibration scored slightly better, but not nearly as well as those that used an internal vibrator. High-slump concrete and SCC achieved adequate consolidation with minimal vibration.
The entire report, titled RD-134 Concrete Consolidation and the Potential for Voids in ICF Walls, is available for download from our website, or hard copies can be purchased from the PCA bookstore.
Additional guidelines for concrete consolidation are available under the American Concrete Institute’s ACI 318, and from various concrete vibrator manufacturers.
Internal Vibration Requires Trained Operators
The PCA report mentioned above concluded, “Internal vibration was found to provide adequate consolidation for concrete with a slump of 6 inches or greater… As an alternative to internal vibration, adequate consolidation also was achieved through the use of a flowable, high-slump concrete.”
Fred Oswald, president of * Industries, says it’s usually more cost-effective to vibrate conventional mix designs, since superplasticizers and SCC cost considerably more per yard. And the forms have to be almost watertight to hold the mix,” he adds.
“We recommend using a 3/4 inch diameter head for most ICFs,” Oswald says, “although it depends on the width of the form and the slump of the concrete. A stiff mix with a 4-inch slump needs a bigger head.” Even more important than correct equipment, though, is having a trained operator.
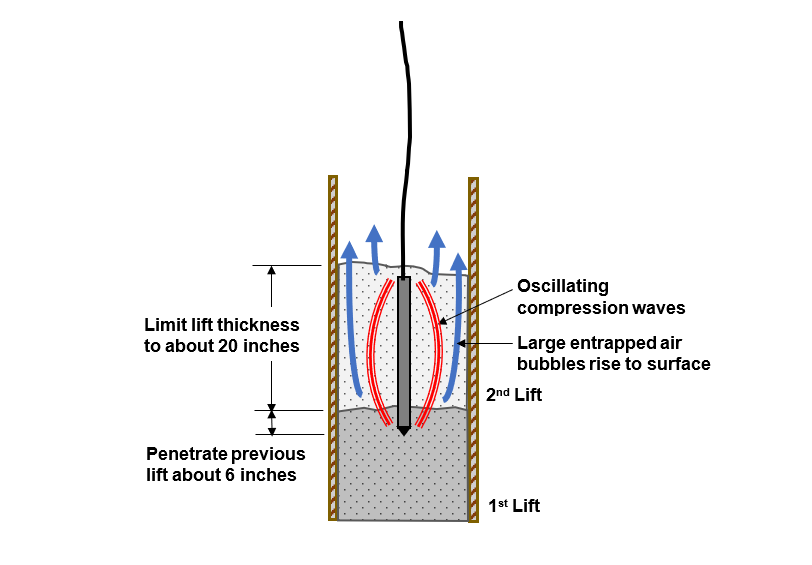
The vibrator should be inserted vertically into the mix, then slowly withdrawn. Vibrators work by allowing air to float up and out of the concrete, so the tip should not be withdrawn faster than the air can move upward, about 3 inches per second. If the wall is poured in multiple lifts, the vibrator tip should go deep enough to penetrate 3 to 6 in. into the previous layer.
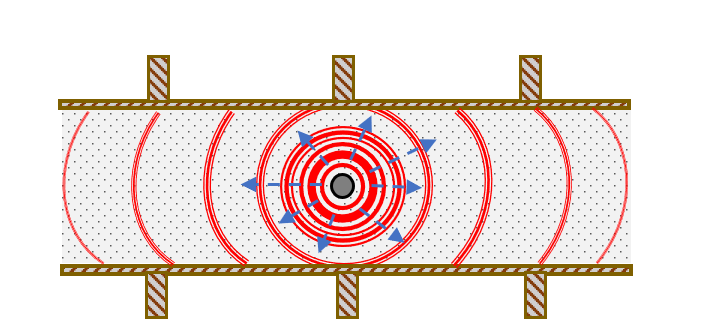
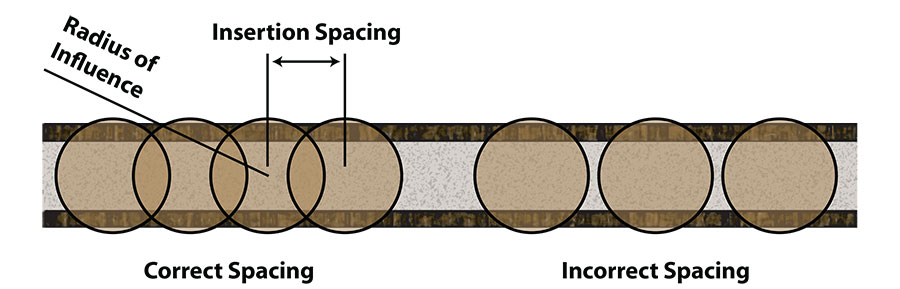
The vibrator has a “zone of influence” where consolidation is occurring. For proper consolidation, the operator needs to ensure the zones of influence overlap successively so that all areas of the concrete are properly consolidated. “It has to be done very systematically,” Oswald states.
Pay Attention to Corners and Lintels
Ironically, corners and lintels—the areas that need the most strength—are where poor consolidation is most likely to occur. That’s because these are the areas where reinforcing steel is most congested—and ICF forms are at their weakest. But these areas need more vibration, not less. Add extra bracing as needed; each form manufacturer has developed instruction on how to minimize corner movement, using a combination of plywood, zip ties, strapping tape, or additional bracing. Set an additional brace along each side of each window opening as well. Finally, note that the area below each window buck needs to be filled and vibrated separately.
Sizing the Vibrator
The PCA research on consolidation used a single internal vibrator. It had an amplitude of .08 mm and a ¾ inch head, giving an effective zone of influence six inches in diameter. Inserting the vibrator twice per linear foot of wall is tedious, and in many cases impractical. While no formal research has been done, here’s what those in the field say:
“A pencil [vibrator] doesn’t really get the job done,” a New York builder admits, “I use a 1 3/4” square head. Never had a problem with a blowout. The use of pencil vibrators started long ago because many of the old forms couldn’t take anything bigger. I’ve vibrated jobs with 2 1/2” a couple of times. Kinda increases the pucker factor, but I’ve had no problems.”
Eldon Howe, who has worked with ICFs for years in Michigan, says, “I’m using a 1.8 hp motor and a 1.5” head for a regular six-inch core. I’ve used a 1.5” head on a 14-foot whip with a 1.9 hp. motor [but] it seems a little much in a 6” wall. I believe it will work well in an eight-inch or thicker wall, though.”
Internal Vibration Requires Trained Operators
The PCA report mentioned above concluded, “Internal vibration was found to provide adequate consolidation for concrete with a slump of 6 inches or greater… As an alternative to internal vibration, adequate consolidation also was achieved through the use of a flowable, high-slump concrete.
Pay Attention to Corners and Lintels
Ironically, corners and lintels—the areas that need the most strength—are where poor consolidation is most likely to occur. That’s because these are the areas where reinforcing steel is most congested—and ICF forms are at their weakest. But these areas need more vibration, not less. Add extra bracing as needed; each form manufacturer has developed instruction on how to minimize corner movement, using a combination of plywood, zip ties, strapping tape, or additional bracing. Set an additional brace along each side of each window opening as well. Finally, note that the area below each window buck needs to be filled and vibrated separately.
CONSOLIDATION TIPS
• Start with a good mix. Most recommend a slump of at least 6 inches.
• Place material intelligently. Use a pump truck. A reducing hose can reduce splatter and increase efficiency.
• Brace corners and lintels well and vibrate them thoroughly.
• Consolidate carefully within the manufacturer’s guidelines.
• Internal vibration by a trained operator has proven most successful.
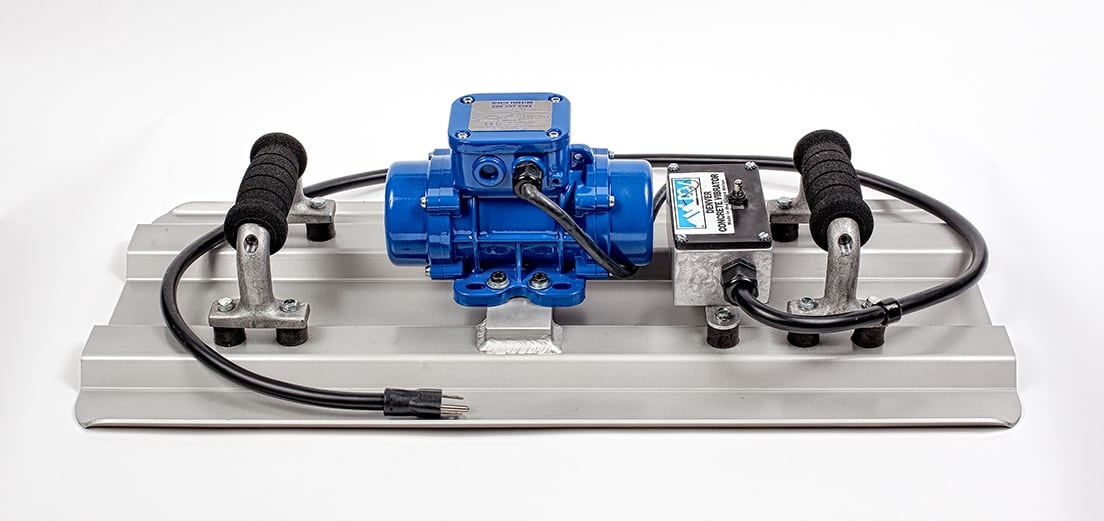
See Denver Concrete Vibrator’s handheld plate vibrator for Insulated Concrete Forms.
Read the article at ICF Magazine.






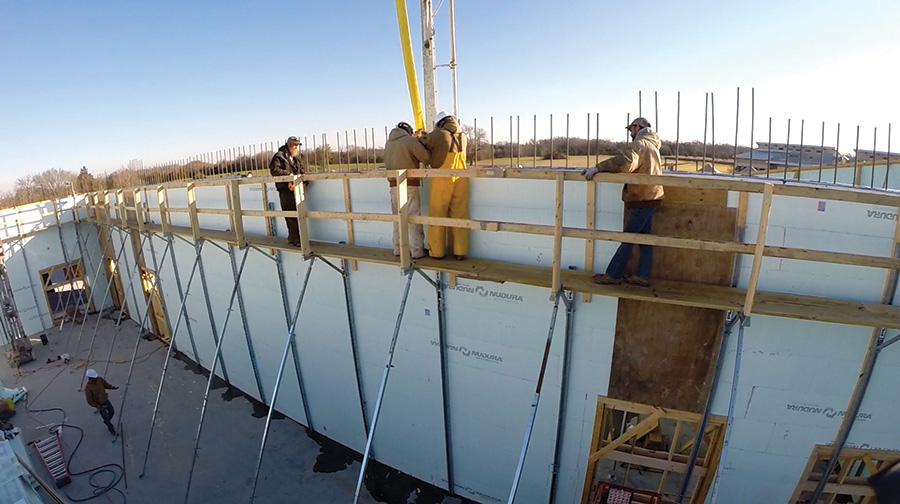





 Once the forms are in place and braced and required reinforcement installed, concrete is pumped into the forms. Even with the bracing, forms need to be filled at an appropriate rate based on formwork manufacturer recommendation to prevent misalignment and blowouts. Product advancements and improved construction techniques have greatly reduced the potential for form failure. It seldom occurs when manufacturer recommendations are followed. Reinforcement in both directions maintains the wall strength. Openings for doors and windows require bucks to surround the opening, contain the fresh concrete during placement, and provide suitable material for fastening window or door frames.
Once the forms are in place and braced and required reinforcement installed, concrete is pumped into the forms. Even with the bracing, forms need to be filled at an appropriate rate based on formwork manufacturer recommendation to prevent misalignment and blowouts. Product advancements and improved construction techniques have greatly reduced the potential for form failure. It seldom occurs when manufacturer recommendations are followed. Reinforcement in both directions maintains the wall strength. Openings for doors and windows require bucks to surround the opening, contain the fresh concrete during placement, and provide suitable material for fastening window or door frames.

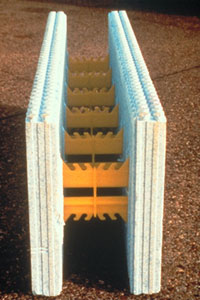
 Finishes are usually attached via the flat ends of metal or plastic ties embedded in the forming material. Finishes can alternately be furred out with furring strips. Almost any type of finish can be used with these systems. Wallboard remains the most common interior finish and is the most typical means of meeting the code requirement for a 15-minute fire barrier over plastic foams surrounding living spaces. Exteriors are much more varied and depend on customer preference. Cement plasters are applied over ICFs in a manner similar to other sheathed systems.
Finishes are usually attached via the flat ends of metal or plastic ties embedded in the forming material. Finishes can alternately be furred out with furring strips. Almost any type of finish can be used with these systems. Wallboard remains the most common interior finish and is the most typical means of meeting the code requirement for a 15-minute fire barrier over plastic foams surrounding living spaces. Exteriors are much more varied and depend on customer preference. Cement plasters are applied over ICFs in a manner similar to other sheathed systems.
 The career demands of a young married couple dictated finding a suitable city residence, one that had plenty of space and was located close to downtown Chicago. With a shorter commute, the parents would be able to spend more family time with their two children. Knowing that they planned to live there for at least 15 to 20 years, the owners recognized early in the process that they wanted the home to have energy efficiency, quality, and permanence. They determined insulating concrete form (ICF) walls provided the best performance for their needs.
The career demands of a young married couple dictated finding a suitable city residence, one that had plenty of space and was located close to downtown Chicago. With a shorter commute, the parents would be able to spend more family time with their two children. Knowing that they planned to live there for at least 15 to 20 years, the owners recognized early in the process that they wanted the home to have energy efficiency, quality, and permanence. They determined insulating concrete form (ICF) walls provided the best performance for their needs. It may seem obvious, but if you start construction in Wisconsin in October, the weather is likely to pose a challenge. Such was the case for the Sauk County Health Care Center (SCHCC), a single-story assisted living facility located in Reedsburg, Wisconsin, 50 miles north of Madison, Wisconsin. Yet even before ground broke or the temperature started dropping, ICFs gained favor with the Sauk County Board: facility supervisors felt strongly that providing a fire-safe, disaster-resistant building was the most important thing they could do to assure the well-being of their residents.
It may seem obvious, but if you start construction in Wisconsin in October, the weather is likely to pose a challenge. Such was the case for the Sauk County Health Care Center (SCHCC), a single-story assisted living facility located in Reedsburg, Wisconsin, 50 miles north of Madison, Wisconsin. Yet even before ground broke or the temperature started dropping, ICFs gained favor with the Sauk County Board: facility supervisors felt strongly that providing a fire-safe, disaster-resistant building was the most important thing they could do to assure the well-being of their residents.